洁净钢冶炼用耐火材料关键技术。研发长寿、不污染钢水,进而可降低钢中夹杂物和有害元素的耐火材料及其应用技术是满足洁净钢生产的重要任务。项目提出钢包炉衬无碳长寿化、中间包炉衬全碱性化以及精炼用功能耐火材料结构与参数优化的技术路线,研发的无碳长寿钢包炉衬材料性能与使用效果达到和超过日本、奥地利等同类材料先进水平。防污染中间包炉衬材料性能和使用水平与日本、美国同类材料相当。
蓄热式燃烧技术又称为高温空气燃烧技术,它能最大限度的回收高温烟气余热,提高用能设备的热效率。该项目由戴方钦教授团队与武汉科虹工业炉有限公司联合开发,承担了武汉市2010科学技术计划项目“高效节能环保蓄热式锻造加热炉技术开发”。拥有“空气和煤气双蓄热的蓄热式燃烧器”及“空气单蓄热的蓄热式燃烧器”2项专利。目前该技术已应用于钢铁厂的钢包烘烤、中间包烘烤、铁水包烘烤,锻造加热炉、热处理炉、铝熔炼炉上,取得了较好的经济效益。
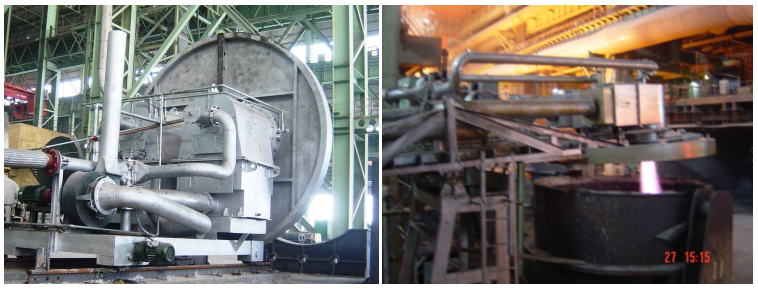
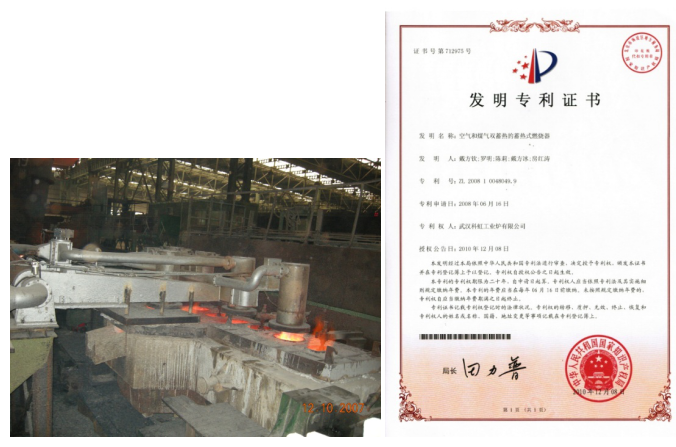
图5 蓄热式燃烧技术示意图及获奖证书
厚带钢厚镀层连续热镀锌工艺关键技术和设备集成创新及产业化,该技术武汉科技大学和黄石山力科技股份有限公司联合研发。
热镀锌产品主要应用于家电、汽车、建筑等领域,70年代末武钢引进我国第一条连续热镀锌生产线,主要生产0.5-2mm的薄板产品。随着经济的发展,热镀锌产品也开始应用于大型结构件,尤其是地下管廊、装配式建筑、海绵城市建设等领域。热镀锌板产品厚度从原来的2mm左右增加到5mm左右;镀层厚度从200g/m2左右增加到500g/m2左右。
本项目主要围绕热镀锌产品带钢厚度和镀层厚度增加带来的热镀锌产品生产有关的科学问题开展。
项目首先建立NOF炉、RTF炉内还原气氛条件下的厚带钢加热过程段法数学模型。确定0.5-5mm厚度带钢的加热工艺,解决厚带钢及其变规格加热过程中的温控问题。开发厚带钢高速喷流冲击冷却数学模型。确定不同厚度带钢的冷却工艺,解决厚带钢及其变规格冷却过程中的温控问题,实现厚带钢冷却过程的精确控制,保证带钢要求的金相组织均匀性。研究优化了微氧化加热工艺,提高带钢可镀性,消除带钢表面涂镀不良问题。
通过研发多腔气刀设备,开发锌层厚度控制模型,解决厚镀层条件下锌层厚度控制的难题以及传统气刀生产厚镀层时产生的锌波纹、锌瘤等问题,实现在不停机条件下在线切换产品镀层厚度。通过在酸洗之后、镀锌之前增设热轧基板平整工序,改变厚带钢镀前表面状态、提高带钢厚度精度,实现镀锌产品镀层质量和厚度的精准控制。通过优化镀锌液中Sb、Al等元素含量,以及不同带钢厚度条件下带钢镀锌温度的研究,提高带钢的可镀性与镀锌表面质量。
通过对机组的张力分布、张紧辊设备结构等的研究,优化调整机组各工艺段的张力分布,解决炉内带钢热张紧辊打滑等问题。通过研发“氩弧焊与窄搭接组合焊机”技术,实现以较低的投资费用在一条生产线上完成薄带钢和厚带钢的连续热镀锌生产。
在此基础上,集成创新成套厚带钢厚镀层连续热镀锌工艺技术和设备,实现厚带钢厚镀层的连续热镀锌生产。
项目机组能力、带钢速度、TV值、带钢和锌层厚度、热轧板公差控制、镀层控制精度和均匀性、能耗等主要技术指标均达到或超过国际同类设备先进水平。
2011年5月在黄石山力兴冶薄板建成投产了国内首条机组。截止至2016年12月,项目研发的厚带钢连续热镀锌工艺关键技术和设备先后在黄石山力兴冶、邯郸钢铁等国内公司推广应用,共建设投产了8条生产线,实现了带钢厚度0.5~5mm、锌层厚度60~500g/m2(双面)热镀锌产品的连续生产,打破了国外技术垄断。
2015年在巴基斯坦建成投产了厚带钢厚镀层连续热镀锌生产线,第一次实现了中国厚带钢厚镀层连续热镀锌成套技术与装备的整机出口。截至2016年12月,项目在巴基斯坦、印度、俄罗斯等国家投产了3条厚带钢厚镀层连续热镀锌生产线。
项目成果生产的厚带钢厚镀层产品已应用于“一带一路”基础设施建设、装配式建筑、城市地下管廊等领域,近三年,项目完成单位通过本项目实现销售收入3亿元,利润9681万元;应用单位黄石山力兴冶应用本项目成果新增销售额25.7亿元,利润1.82亿元。
项目成果共获授权专利14项(其中发明专利3项),受理发明专利1项,发表论文12篇。

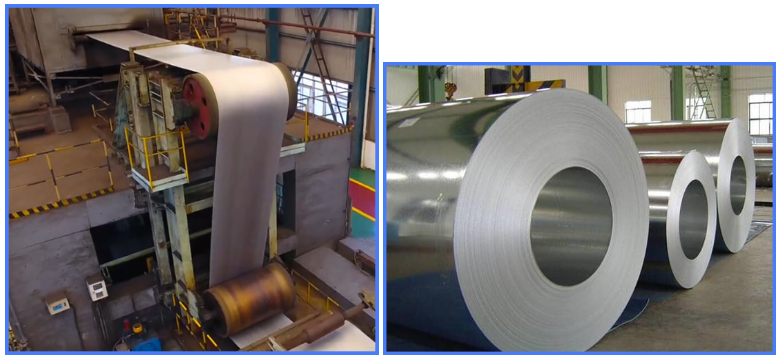
图6 厚带钢厚镀层连续热镀锌工艺示意图

 Tel:027-68862188
Tel:027-68862188 Email:htm-liningtech@wust.edu.cn
Email:htm-liningtech@wust.edu.cn English
English